
Сетевой кабель относится к многокомпонентной продукции. Он состоит из медного провода, внешней оболочки и слоя изоляции из пластифицированного поливинилхлорида. Производство ведётся в несколько этапов в зависимости от категории (материал оболочки, количество пар, наличие экранирования, стандарты пожарной безопасности).
Особенности продукции
LAN–кабель состоит из одно– или многожильных проводов, скрученных попарно. Сами пары собираются в сердечник, который упаковывают в защитную оболочку. В производстве важно соблюсти геометрию изделий, не нарушая технических характеристик пары. Необходимо, чтобы продукция была устойчива к внешним помехам и не испытывала взаимного влияния полей от собранных в пучок проводников.
На каждые 90 м длины предусмотрены следующие стандарты:
Отклонения по диаметру жилы в пределах ±0,003 мм.
Допуски по диаметру для изоляционной оболочки не более ±0,01 мм.
Концентричность от 96% и выше.
В производстве сетевого кабеля предприятия используют специализированные и тандемные линии, объединяющие циклы.
Кроме линейных параметров при изготовлении учитывают другую критичную величину — шаг, применённый в скрутке пары. Приём позволяет компенсировать взаимное влияние токопроводящих частей друг на друга. Важное условие: шаг скрутки для одной пары не должен совпадать или оказаться кратным шагу другой, иначе поля будут накладываться.
Теоретически параметры выбирают и задают из ряда простых чисел. На практике при настройке оборудование для производства кабеля учитывают дополнительные условия:
стабильность работы машины в выбранном технологическом режиме;
применённые материалы;
производительность линии.
Для кабельной продукции используют специальные материалы, рассчитанные на особенности и условия процессов. Изделия для АЭС производят с учётом дополнительных факторов, влияющих на разрушение (механические, термические, радиационные). Для специальных режимов LAN–кабели изготавливают с повышенными требованиями к защите, благодаря которым линии сохраняют работоспособность в течение определённого времени в условиях аварийной ситуации.

Оборудование и производственные стадии
В изготовлении продукции участвуют:
- Волочильные станы.
- Экструзионные линии производства изоляции.
- Крутильные машины для общей и парной скрутки.
- Аппараты, накладывающие оболочку.
- Бухтовщики.
Первый этап: обработка сырья
Для изготовления LAN–кабеля используют медную катанку. Чтобы получить проволоку, заготовки вытягивают на оборудовании для волочения. Ряд машин устанавливают последовательно в общий комплекс, благодаря чему грубая проволока превращается в жилу нужного диаметра. Оборудование позволяет вытягивать из заготовок на 2 мм тонкие жилы до 0,4 мм в диаметре.
Второй этап: наложение изоляции
После волочения медный провод поступает на экструзионную линию, где происходит наложение изоляции. Пластифицированный гранулят плавится, продавливается через кольцо экструдера и обволакивает жилу без соединительного шва.
Часто в производстве используют тандемные машины, объединяющие процессы волочения–создания изоляции. Подход одновременно экономит место и улучшает производительность. Скорость обработки на комбинированной линии достигает 1200 м/мин (параметр зависит от диаметра провода).
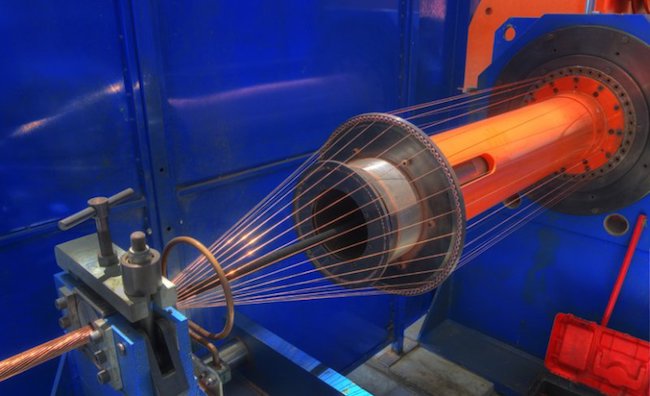
Третий этап: скрутка
Многожильные изделия формуют на крутильных машинах. На этой стадии комплект из вытянутых тонких проволок (его называют пасмой) скручивается в промежуточную форму (стренгу). Её пускают на производство сетевого кабеля. Аппараты формуют пучки с левой и правой скруткой. Для того чтобы улучшить показатели (снизить напряжения) применяют устройства с обратной откруткой.
Производительность машины зависит от скорости вращения и выбранного шага. Малый шаг и низкая скорость снижают продуктивность. В среднем один аппарат выдаёт 10–20 км продукции в сутки.
На линии общей скрутки для кабельных изделий специальной категории накладывают экраны и ставят сердечники, отделяющие пары одну от другой. Производительность цикла достигает 70 км в сутки.
Четвёртый этап: наложение оболочки
Оборудование для производства кабеля включает специальный тип технологической тары, с которой стренги подаются на экструзионные линии. Комплекс аппаратов выполняет операцию защиты токопроводящей части с помощью изоляционной оболочки. Для изготовления берут пластифицированный поливинилхлорид в гранулах. Исходник производят из ПВХ методом полимеризации со стабилизирующими, пластифицирующими и балластными добавками.
В экструдере гранулы плавятся, после чего размягчённый до пастообразного состояния пластик продавливается сквозь кольцеобразное отверстие. Так формируется оболочка медной жилы. В тандемных аппаратах вытянутую проволоку сразу закрывают в изоляцию. В комплексных агрегатах применяют дополнительные экструдеры, накладывающие цветные маркировочные полосы. Чтобы линия производства сетевого кабеля работала в непрерывном режиме, на входе в экструдер устанавливают накопители.
После прохождения головки экструзионной машины горячая оболочка попадает в ванну с водой. В вытянутом по длине резервуаре температура полимера быстро снижается до 60–70 °С. Это позволяет завершить полимеризацию и предотвратить деформацию защитного слоя.
Заключительный цикл экструдирования–охлаждения с накопительными площадками обеспечивает производительность 70–200 км в сутки (зависит от применённого полимера).
Пятый этап: бухтовка и упаковка
После прохождения контроля качества изделие отправляется на линию бухтования. Аппарат–намотчик навивает провод послойно с помощью специальной головки заданного размера с траекторией движения восьмёркой. Обрезанный кабель в готовой бухте фиксируется вручную, после чего продукцию укладывают в коробки и упаковывают на лентообмоточном оборудовании. Современные комплексы позволяют изготавливать порядка 150–200 км LAN–кабеля в сутки.
Перспективы производства
В последние десятилетия ряд прогнозов утверждает, что LAN–кабели сдают позиции, уступая место оптоволоконной продукции. На практике спрос на изделия не уменьшается, а растёт. Сегодня витые пары применяют не только для монтажа светодиодного освещения и энергопитания офисной техники. Продукция востребована при прокладке городских и внутриобъектовых интернет–соединений, где применение оптоволоконных линий нецелесообразно. Современные сетевые кабели характеризуются достаточной пропускной способностью, при этом их стоимость ощутимо ниже.